| |
|
|
|
| Еч ЛАЃК |
021-68610355 |
| |
021-68610355 |
| |
021-68610299 |
| ДЋ ецЃК |
021-50353995 |
|
|
|
|
|
| |
| КИНгШлЩюХаЖЯЗНЗЈ |
|
|
КИНгШлЩюХаЖЯЗНЗЈ
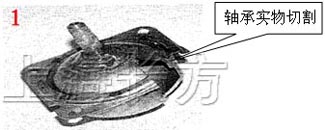
КИНгШБЯнжжРрКмЖрЃЌАДЦфЮЛжУВЛЭЌЃЌПЩЗжЮЊЭтВПШБЯнКЭФкВПШБЯнЁЃГЃМћШБЯнгаЦјПзЁЂМадќЁЂКИНгСбЮЦЁЂЮДКИЭИЁЂЮДШлКЯЁЂКИЗьЭтаЮГпДчКЭаЮзДВЛЗћКЯвЊЧѓЁЂвЇБпЁЂКИСіЁЂЛЁПгЕШЁЃ |
вЛЁЂЦјПз
ЦјПзЪЧжИдкКИНгЪБЃЌШлГижаЕФЦјХндкФ§ЙЬЪБЮДФмвнГіЖјаЮГЩЕФПебЈЁЃВњЩњЦјПзЕФжївЊдвђгаЃКЦТПкБпдЕВЛЧхНрЃЌгаЫЎЗнЁЂгЭЮлКЭатМЃЃЛКИЬѕЛђКИМСЮДАДЙцЖЈНјааБККцЃЌКИаОатЪДЛђвЉЦЄБфжЪЁЂАўТфЕШЁЃ
ЖўЁЂМадќ
МадќОЭЪЧВаСєдкКИЗьжаЕФШлдќЁЃМадќвВЛсНЕЕЭКИЗьЕФЧПЖШКЭжТУмадЁЃВњЩњМадќЕФдвђжївЊЪЧКИЗьБпдЕгабѕИюЛђЬМЛЁЦјХйВаСєЕФШлдќЃЛЦТПкНЧЖШЛђКИНгЕчСїЬЋаЁЃЌЛђКИНгЫйЖШЙ§ПьЁЃдкЪЙгУЫсадКИЬѕЪБЃЌгЩгкЕчСїЬЋаЁЛђдЫЬѕВЛЕБаЮГЩЁАК§дќЁБЃЛЪЙгУМюадКИЬѕЪБЃЌгЩгкЕчЛЁЙ§ГЄЛђМЋадВЛе§ШЗвВЛсдьГЩМадќЁЃНјааТёЛЁКИЗтЕзЪБЃЌКИЫПЦЋРыКИЗьжааФЃЌвВвзаЮГЩМадќ
Ш§ЁЂвЇБп
КИЗьБпдЕСєЯТЕФАМЯнЃЌГЦЮЊвЇБпЁЃВњЩњвЇБпЕФдвђЪЧгЩгкКИНгЕчСїЙ§ДѓЁЂдЫЬѕЫйЖШПьЁЂЕчЛЁРЕУЬЋГЄЛђКИЬѕНЧЖШВЛЕБЕШЁЃТёЛЁКИЕФКИНгЫйЖШЙ§ПьЛђКИЛњЙьЕРВЛЦНЕШдвђЃЌЖМЛсдьГЩКИМўБЛШлЛЏШЅвЛЖЈЩюЖШЃЌЖјЬюГфН№ЪєгжЮДФмМАЪБЬюТњЖјдьГЩвЇБпЁЃвЇБпМѕаЁСЫФИВФНгЭЗЕФЙЄзїНиУцЃЌДгЖјдквЇБпДІдьГЩгІСІМЏжаЃЌЙЪдкживЊЕФНсЙЙЛђЪмЖЏдиКЩНсЙЙжаЃЌвЛАуЪЧВЛдЪаэвЇБпДцдкЕФЃЌЛђЕНвЇБпЩюЖШгаЫљЯожЦЁЃ
ЦфЫћЗжЮіМћ<КИНгШлЩюШБЯнЗжЮі> |
| |
| ШлЩюМьВтЪЕР§ЃЈЪЕМЪЗжЮіЙ§ГЬЃЉЃК |
| |
|
| |
| КИНгШлЩюЭМР§ЃК |
| |
|
| |
| |
| |
| |
|
|