| |
|
|
|
| 电 话: |
021-68610355 |
| |
021-68610355 |
| |
021-68610299 |
| 传 真: |
021-50353995 |
|
|
|
|
|
| |
| 汽车零件热板焊接检测 |
|
|
焊接熔深判断方法
焊接缺陷种类很多,按其位置不同,可分为外部缺陷和内部缺陷。常见缺陷有气孔、夹渣、焊接裂纹、未焊透、未熔合、焊缝外形尺寸和形状不符合要求、咬边、焊瘤、弧坑等。 |
四、未焊透、未熔合
焊接时,接头根部未完全熔透的现象,称为未焊透;在焊件与焊缝金属或焊缝层间有局部未熔透现象,称为未熔合。未焊透或未熔合是一种比较严重的缺陷,由于未焊透或未熔合,焊缝会出现间断或突变,焊缝强度大大降低,甚至引起裂纹。因此,在船体的重要结构部分均不允许存在未焊透、未熔合的情况。未焊透和未熔合的产生原因是焊件装配间隙或坡口角度太小、钝边太厚、焊条直径太大、电流过小、速度太快及电弧过长等。
五、焊接裂纹
焊接裂纹是一种非常严重的缺陷。结构的破坏多从裂纹处开始,在焊接过程中要采取一切必要的措施防止出现裂纹,在焊接后要采用各种方法检查有无裂纹。一经发现裂纹,应彻底清除,然后给予修补。
六、其他缺陷
焊接中还常见到一些焊瘤、弧坑及焊缝外形尺寸和形状上的缺陷。产生焊瘤的主要原因是运条不均,造成熔池温度过高,液态金属凝固缓慢下坠,因而在焊缝表面形成金属瘤。 对焊缝缺陷进行修正时应注意:
1)缺陷补焊时,宜采用小电流、不摆动、多层多道焊,禁止用过大的电流补焊;
2)对刚性大的结构进行补焊时,除第一层和最后一层焊道外,均可在焊后热状态下进行锤击。每层焊道的起弧和收弧应尽量错开;
3)对要求预热的材质,对工作环境气温低于0℃时,应采取相应的预热措施;
4)对要求进行热处理的焊件,应在热处理前进行缺陷修正;
5)对D级、E级钢和高强度结构钢焊缝缺陷,用手工电弧焊焊补时,应采用控制线能量施焊法。每一缺陷应一次焊补完成,不允许中途停顿。预热温度和层间温度,均应保持在60℃以上。
6)焊缝缺陷的消除的焊补,不允许在带压和背水情况下进行;
7)修正过的焊缝,应按原焊缝的探伤要求重新检查,若再次发现超过允许限值的缺陷,应重新修正,直至合格。焊补次数不得超过规定的返修次数 |
| |
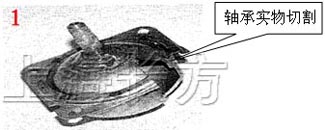
| 熔深检测实例(实际分析过程): |
| |
|
| |
| 焊接熔深图例: |
| |
|
| |
| |
|
|